Ultrasonic PD Detection: Airborne vs Contact Probes
-
13 November 2019
-
Brad Monaghan

Ultrasonic partial discharge (PD) detection is a critical technique used in online condition monitoring to identify early signs of insulation defects in high-voltage equipment. Selecting the correct ultrasonic probe—airborne or contact—is essential to ensure accurate detection, avoid false readings, and improve the reliability of partial discharge diagnostics.
This article explains the key differences between airborne and contact ultrasonic probes, how each method works, and when to use each approach for effective online PD testing.
Understanding Ultrasonic Partial Discharge Detection
What Is Ultrasonic Partial Discharge Detection?
Ultrasonic PD detection is a non-intrusive method used to identify partial discharge activity by capturing high-frequency acoustic signals generated by electrical discharges on or within insulation systems. These signals are produced by surface tracking, corona, and internal discharge activity and can be detected while equipment remains energised.
This technique is widely used for online partial discharge testing in switchgear, transformers, cables, and other high-voltage assets as part of condition monitoring and predictive maintenance programmes.
Why Probe Selection Matters in Online PD Testing
When performing ultrasonic PD testing, the choice between an airborne probe and a contact probe directly affects detection sensitivity, accuracy, and fault localisation.
Both probes aim to detect the same defect—partial discharge activity on the surface of insulation—but they operate through different physical pathways. Using the wrong probe type can result in missed defects, false signals, or misleading results, increasing operational risk and reducing diagnostic confidence.
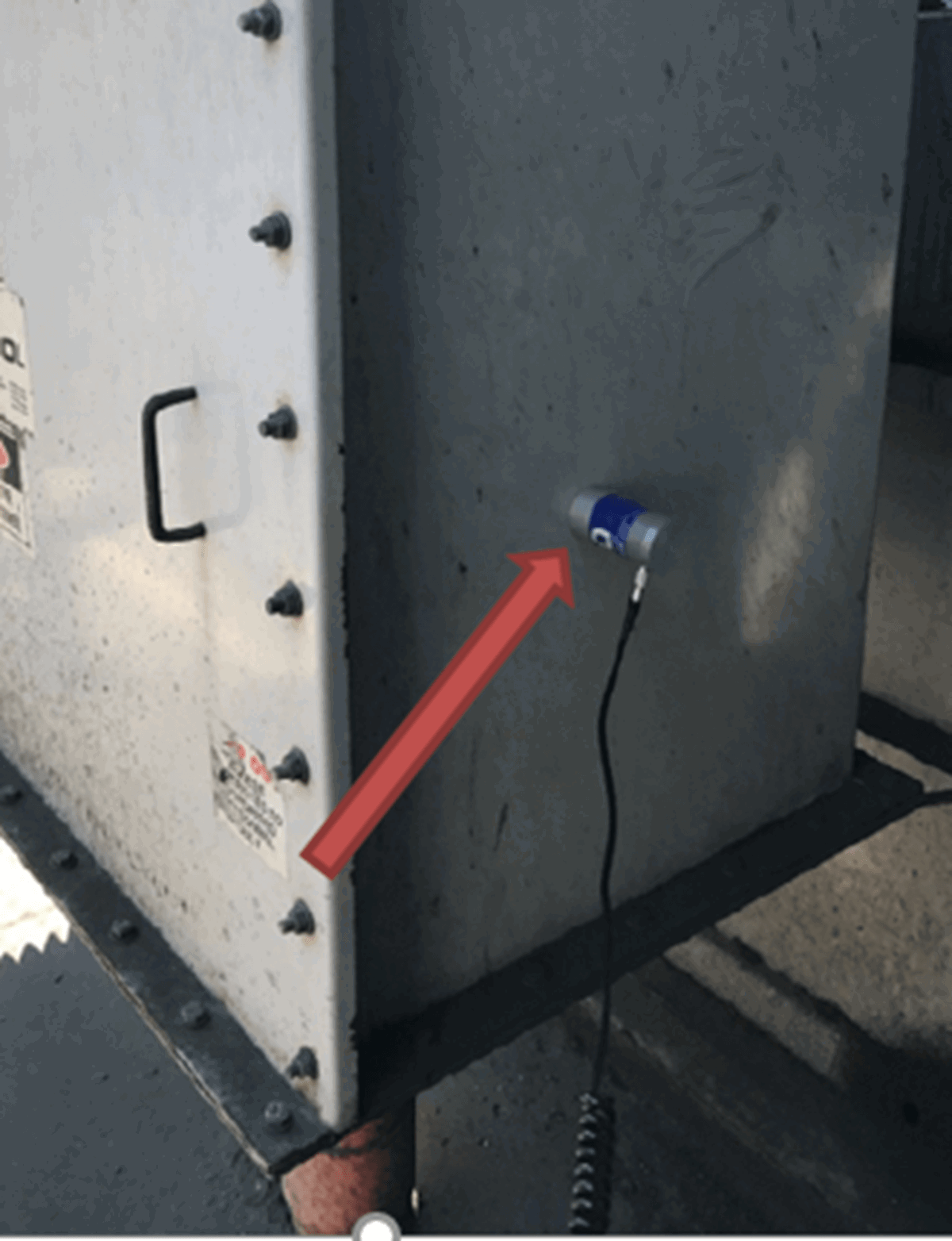
Real-World Example of Surface Tracking Detection
The real-world example above shows surface tracking on the outside of a piece of 11 kV bus work. The surface tracking produces sound due to the many sparks occurring.
If this piece of equipment is located inside a fully enclosed, gasketed metal chamber, it is unlikely that the sound produced by these discharges would escape the enclosure. In this scenario, detection using an airborne probe would not be possible, and a contact probe must be used instead.
However, if airpaths exist—such as gaps between metal panels, open bolt holes, open glands, or ventilation openings—an airborne probe can successfully detect the defect through these pathways.
Airborne Ultrasonic Probes
How Airborne Probes Work
The airborne probe simply detects sound travelling through the air. It functions in much the same way as a microphone, capturing acoustic emissions generated by partial discharge activity.
Airborne probes are effective when there is a direct airpath between the PD source and the sensor, allowing sound waves to propagate from the defect to the probe.
When to Use an Airborne Probe
Airborne probes are best suited to:
- Open switchgear and panels
- Equipment with ventilation openings or air gaps
- Situations where a clear airpath exists between the sensor and the defect
- External surface tracking on exposed insulation
In these environments, airborne probes provide fast, flexible detection with minimal physical contact required.
Contact Ultrasonic Probes
How Contact Probes Work
The contact probe detects vibration transmitted through metal structures. Instead of detecting airborne sound, the probe measures mechanical vibration generated by acoustic energy within the enclosure.
Think of the contact probe as a stethoscope used by a doctor to listen to a heartbeat. It is particularly effective for detecting PD activity inside sealed or fully enclosed HV equipment.
When to Use a Contact Probe
Contact probes should be used when:
- There is no airpath into the equipment
- Switchgear or chambers are fully enclosed
- Equipment contains SF₆, oil, or pitch insulation systems
- Acoustic emissions cannot escape into the surrounding air
In these conditions, contact probes provide reliable detection by capturing vibration directly from the enclosure surface.
Comparison — Airborne vs Contact Probes
Understanding the practical differences between probe types is essential for selecting the correct detection method.
|
Feature |
Airborne Probe |
Contact Probe |
|
Detection method |
Sound through air |
Vibration through metal |
|
Requires airpath |
Yes |
No |
|
Best suited to |
Open panels, vents, gaps |
Sealed and enclosed chambers |
|
Sensitivity to noise |
Higher |
Lower |
|
Typical applications |
Open switchgear, tracking |
SF₆, oil-filled, enclosed systems |
Using the correct probe improves detection reliability, reduces false alarms, and enhances confidence in diagnostic results.

Common Sources of Error and False Signals
Both airborne and contact probes can be affected by background noise and mechanical vibration.
Common sources of phantom signals include:
- Mechanical vibration of switchgear or structures
- Nearby rotating equipment
- Electronic interference
- Lighting systems and noisy lamps
- Loose components or panels
Careful interpretation of results and confirmation using alternative detection methods are essential to avoid misdiagnosis.
Best Practice for Ultrasonic PD Testing
For accurate and reliable ultrasonic PD detection, EA Technology recommends the following best-practice approach:
- Assess the presence of airpaths before selecting a probe
- Use an airborne probe as the primary method where airpaths exist
- Switch to a contact probe when equipment is fully enclosed
- Confirm findings using complementary PD techniques such as UHF or TEV
- Trend results over time to support predictive maintenance decisions
Correct probe selection forms a critical part of any effective online condition monitoring strategy.
Frequently Asked Questions
What is ultrasonic partial discharge detection?
It is a technique that detects high-frequency acoustic signals generated by PD activity in high-voltage equipment during online testing.
When should I use an airborne probe?
When a clear airpath exists between the defect and the sensor, such as in open switchgear or ventilated enclosures.
When should I use a contact probe?
When equipment is sealed or fully enclosed, preventing sound from escaping into the surrounding air.
Can both probes be used together?
Yes. Combining airborne and contact probes improves fault confirmation and localisation accuracy.
What causes false ultrasonic PD signals?
Mechanical vibration, electronic interference, lighting, nearby equipment, and environmental noise can all generate phantom signals.
Related Services and Solutions
Learn more about EA Technology’s partial discharge and condition monitoring solutions:
